Cum se pregăteşte suprafața pieselor înainte de zincarea termică
Conditii generale
Compozitia chimica si caracteristicile otelului utilizat pentru zincare au un rol important in obtinerea unui strat anticoroziv de calitate. Materialele alese pentru zincare afecteaza grosimea, aspectul, structura, stratului zincat.
De obicei pe suprafata produselor se gasesc o serie de impuritati, produsi de coroziune rezultati in urma operatiunilor de fabricatie, tratamentelor termice la care au fost supuse sau ca urmare a utilizarii lor anterioare. Pentru cele mai bune rezultate producatorul trebuie sa se asigure ca pregatirea elementelor este conforma pentru zincare.
Indepartarea contaminantilor
O suprafata curata din punct de vedere metalurgic este absolut necesara, pentru o zincare termica de calitate de aceea la pregatirea suprafetelor se va avea in vedere realizarea acestui obiectiv cu prioritate.
Impuritati de suprafata
Uleiuri, grasimi, detergenti, grunduri, vopsea, marker permanent, ceara, etergenti, abtibilde, smoala, rasina, solutii antistropi
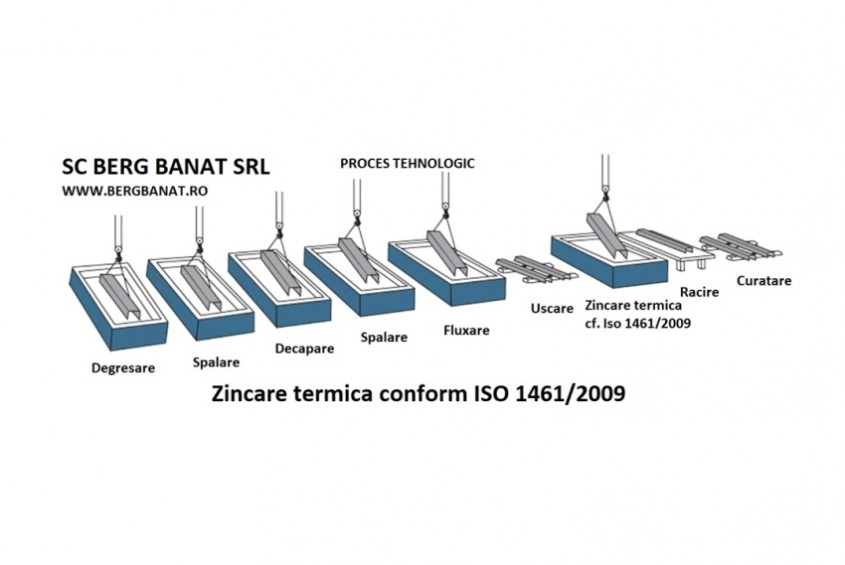
In urma operatiunilor de pregatire a suprafetelor (degresare, spalare, decapare ,spalare, fluxare) o parte din aceste impuritati sunt eliminate. Uneori raman insa alte impuritati care trebuie indepartate cu metode speciale.
Impuritati de la sudare
Daca se utilizeaza electrozi acoperiti in zona cusaturii sudate se formeaza o zgura asemanatoare sticlei care este foarte greu de indepartat. Recomandam ca aceste depuneri sa se indeparteze deoarece ele pot provoca defecte ale stratului de zinc.
Sudarea cu gaz nu produce un strat proeminent de zgura, dar pot ramane mici picuri maronii pe cusatura sudata. Aceasta zgura este formata din silicat de mangan care in anumite cazuri poate produce defecte in stratul zincat. Reziduurile mici de mangan, sunt greu de observat, fiind foarte aderente. In anumite cazuri acestea trebuie indepartate utilizand aer comprimat sau chiar o slefuire mecanica.
La sudare, deseori sunt utilizate spray-uri pentru a preveni aderarea stropilor de suprafata piesei. Prezenta acestor solutii pe suprafata otelului este aproape invizibila si poate determina aparitia unor defecte in stratul zincat. Daca este necesara utilizarea acestor spray-uri, le recomandam doar pe acelea care nu contin grasimi sau siliciu, dar si acestea folosite in cantitati foarte mici si cat mai aproape de zona de lucru.
Marcaje vechi si vopsea
Piesele din otel sunt deseori identificate cu ajutorul unor marcaje. Piesele mai vechi in unele cazuri au fost deja vopsite. Inlaturarea completa a acestor reziduuri este oblicatorie si se poate efectua prin sablare, prin polizare sau chiar prin arderea cu flacara sau prin folosirea unor solventi speciali, pentru indepartarea vopselelor. Daca o piesa ramane vopsita dupa zincare aceasta va provoca defecte dupa zincare. Pentru marcaje se recomanda vopselele pe baza de apa care pot fi indepartate chimic in procesul de zincare.
Reziduuri dupa sablare
Produsele care contin impuritati care se indeparteaza greu prin operatiunile de zincare se supun curatirii prin sablare. Recomandarile in acest caz sa se indeparteze reziduurile rezultate dupa sablare in special la zonele de la colturi, zonele greu accesibile sau inchise.
Defecte de laminare
In timpul laminarii pot aparea o serie de defecte ale suprafetei, dintre care amintim straturi Produsi de coroziune: Oxizii(tunderul) si rugina, incrustari, bavuri, striuri, spliuri si altele care uneori nu sunt vizibile cu ochiul liber. Aceste defecte de suprafata se amplifica odata cu zincarea termica. In timpul zincarii, Zn poate patrunde in zonele suprapuse si va determina o ridicare a marginilor acestora ca urmare a formarii stratului de Fe-Zn.
Rugozitatea materialului
Un rol important in aprecierea calitatii suprafetelor il are rugozitatea acestora. Rugozitatea suprafetelor si tensiunile interne ale metalului de baza (substratul) afecteaza grosimea si aspectul acoperirii de zinc. S-a constatat ca suprafetele rugoase sunt foarte reactive si dau nastere la grosimi de strat de zinc foarte mari. Dupa sablare creste aria de contact cu zincul astfel generand o depunere cu pana la 50% mai mare.
Piesele turnate si/sau forjate
Toate reperele turnate din fier sau otel, sau fier forjat/sculptat trebuie sablate inaintea zincarii termice. Iar unele compozitii pot sa fiarba afectand elementele din jurul fontei.
Combinarea diferitelor materiale sau materiale cu conditii de suprafete diferite
Utilizarea diferitelor tipuri de material poate genera acoperiri de zinc cu aspecte si grosimi diferite, uneori chiar si in contitia folosirii aceluiasi lot de fabricatie, datorita compozitiei diferite de otel care pot sa duca la diferite reactii cu zincul. Se recomanda ca aceste materiale sa se sableze inainte de zincare pentru a se aduce suprafetele materialelor la un nivel de finisare mai consistent.
Muchii si zone debitate
Muchiile zonelor debitate trebuie tesite, un unghi drept poate cauza deteriorarea stratului de zinc la cele mai mici contacte de manipulare a piesei.
Muchiile debitate prin caldura trebuie sablate sau polizate, pentru in acea zona influentata termic va avea tendinta sa absoarba mai putin zinc
Conditii tehnice si de compozitie pentru oteluri
- Piesele vor trebui sa fie fara urme de vopsea (marcaje cu vopsea), ulei, unsori, tundere de sudura.
- Otelurile trebuie sa aiba continutul de siliciu si fosfor controlat si sa fie lipsite de tensiuni interne conform SR EN ISO 1461.
- Se vor folosi oteluri cu continut de siliciu, fosfor, mangan si carbon controlat.
Valori recomandate:
- Si: < 0.03% sau in intervalul 0.12% – 0.25%
- P: max. 0.035%
- C: max. 0.2%
- Mn: 0,6 - 1,0%
Compozitia chimica si orice caracteristica a metalului de baza care pot afecta procesul de zincare termica cat si calitatea pieselor zincate termic trebuie sa fie in conformitate cu standardele SR EN ISO 1461:2009 cap. A.2, SR EN 10025:2004 cap. 7.4.3, SR EN 10163-3:2005 si SR EN 10204:2005.
In continuare va stam la dispozitie cu orice informatii.
Detalii tehnice si Ghidul pentru ingineri si arhitecti, inclusiv dimensiunile bazinelor de zincare termica pe care le putem pune la dispozitie, se gasesc pe site:
www.bergbanat.ro, www.bergmetallchem.ro, www.anaz.ro.