Dimensiunile şi greutatea pieselor zincate termic
Zincarea termică este un procedeu prin care reperele sunt imersate într-o baie de zinc topit. Dimensiunea, greutatea și alte caracteristici fizice sunt foarte importante în cazul zincării termice, iar beneficiarul și zincatorul trebuie să discute cu prima ocazie aceste aspecte și problemele care pot apărea datorită acestora.
Dimensiunile băilor și greutatea individuală a pieselor
Firmele ce oferă servicii de zincare termică au în dotare băi de diferite dimensiuni, iar alegerea băii de dimensiuni adecvate pentru zincarea reperelor este foarte importantă. Dimensiunile disponibile ale băilor societăţilor de zincare trebuie luate în calcul încă din faza de proiectare a pieselor. Astfel, asamblările sudate sau filetate pot fi stabilite în așa fel încât dimensiunile și greutatea pieselor să se potrivească cu dimensiunile băii de zincare și cu capacităţile de ridicare și transport din secţie. În România, dimensiunile maxime ale băilor de zincare sunt aproximati v 12,5 m lungime, 1,6 m lăţime și 2,8 m adâncime. Prin zincare termică pot fi procesate de la piese de dimensiuni foarte mici, până la piese de dimensiuni mari, cu greutăţi în jur de 10 tone.
Piese voluminoase
Este ideal ca piesele ce vor fi zinca te să nu fi e de o complexitate foarte mare. Piesele foarte complexe sunt greu de manevrat, pot fi deteriorate în timpul manevrării și sunt mult mai dificil de zincat. Deoarece zincarea termică depinde, printre altele, de gradul maxim de în cărcare a șarjelor pe dispozitivele de prindere/fixare, piesele complexe vor avea costuri mai mari. Așadar, piesele trebuie proiectate cât mai simplu posibil, chiar dacă uneori acest fapt impune costuri suplimentare în ceea ce privește asamblarea ulterioară (fig.1).
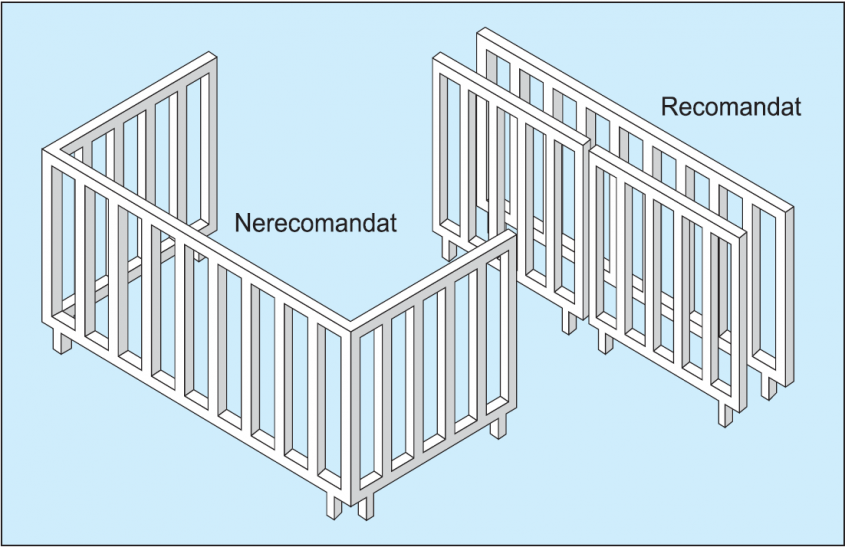
Acest tip de piese pot fi transportate mult mai ușor, aspectul suprafeţei va fi mult mai bun, iar costurile totale vor fi mai reduse.
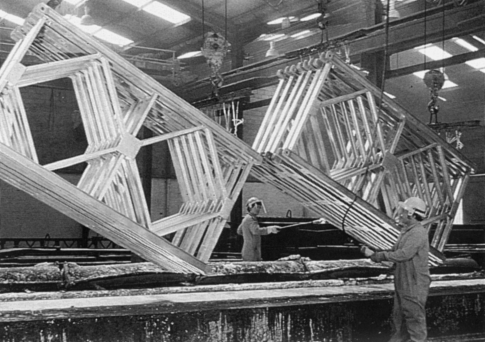
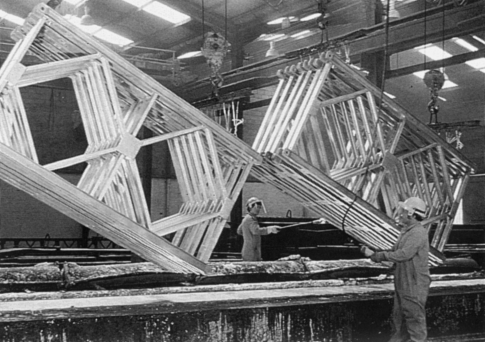
Imersare dublă
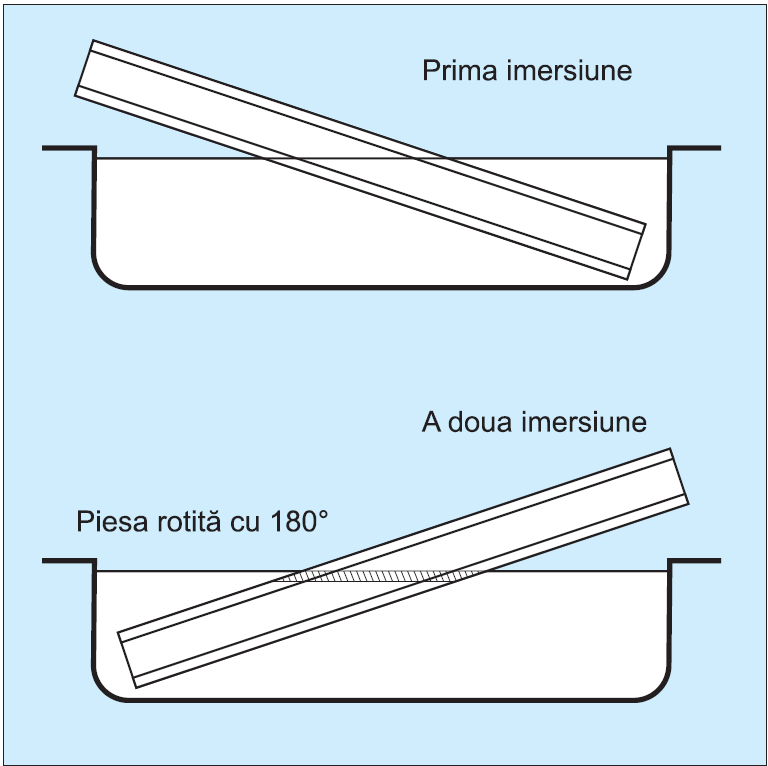
În cazul unor piese de dimensiuni foarte mari, acestea trebuie imersate de două ori, pentru a putea acoperi toată suprafaţa acestora. Însă, imersarea repetată provoacă încălzirea neuniformă a piesei în baia de zinc, fapt care poate duce la apariţia deformaţiilor. Când o piesă din oţel se încălzește la temperatura băii de zincare, aceasta se dilată cu aproximativ 4-5 mm pe metru lungime.
Diferenţele de temperatură nu pot fi evitate în cazul imersării repetate, deoarece o parte din piesă este tot timpul la temperatura de 450 ‘C în baia de zinc, iar cealaltă parte se află în contact cu aerul. Datorită acestui fapt rezultă o diferenţă de dilatare între părţile superioare și inferioare ale piesei.
Zincarea termică a pieselor lungi și subţiri, de exemplu a pilonilor sau a stâlpilor, este destul de uniformă, deoarece apar doar diferenţe foarte mici între partea inferioară și superioară a acestora (fig. 2).
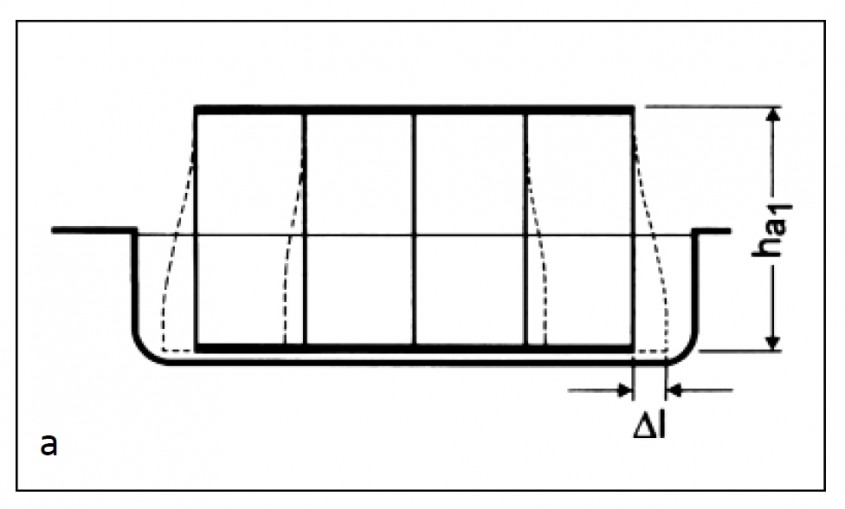
Este mai complicat în cazul în care piesa este foarte lungă și trebuie să fie rotită pentru a fi zincată termic. Dacă o astf el de piesă este relativ flexibilă, problema dilatărilor neuniforme poate fi ușor compensată, iar diferenţa de lungime între partea inferioară și superioară a piesei este relativ redusă (fig. 3a).
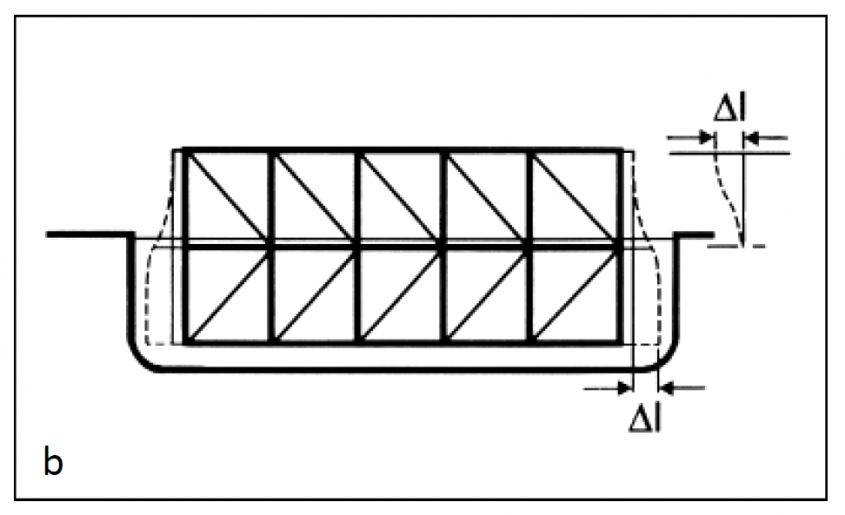
Dacă, pe de altă parte, piesa este rigidă, pot apărea deformări și uneori chiar fisuri datorită tensiunilor remanente, la care materialul nu se poate adapta (fig. 3b).
În zona de suprapunere ce nu poate fi evitată în cazul imersării de mai multe ori a unei piese de dimensiuni mari, grosimea stratului de zinc este mai mare și aspectul este ușor diferit faţă de restul suprafeţei.
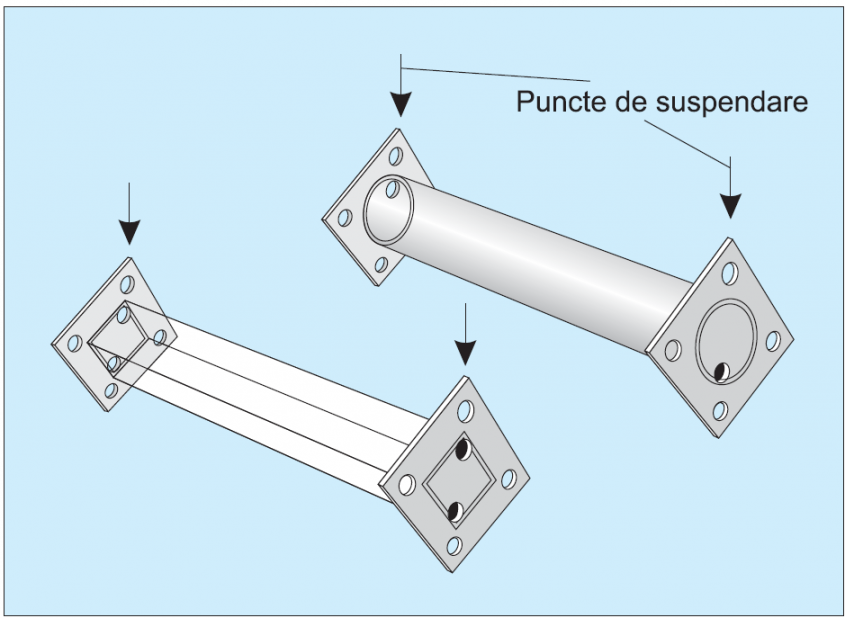
Suspendarea pieselor
Piesele trebuie suspendate astfel încât în timpul scoaterii din baia de zincare să permită scurgerea surplusului de zinc de pe suprafaţă. Trebuie să se ţină cont de acest aspect și de poziţia găurilor de umplere și ventilare atunci când se aleg punctele de suspensie.
Poziţionarea corectă a punctelor de suspensie și a orificiilor de ventilare vor preveni extragerea zincului în exces din baia de zincare. În cazul pieselor voluminoase și grele, poziţia punctelor de suspensie trebuie stabilită astfel încât să nu degradeze piesa, iar capacitatea de încărcare a acestora trebuie calculată corect.
Grosimea materialelor ce urmează a fi zincate termic
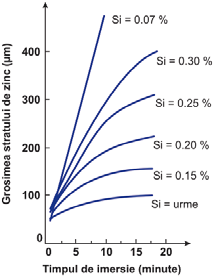
În general, grosimea stratului obţinut în urma zincării unei piese din oţel nereactiv, este o funcţie parabolică de timpul de menţinere în baia de zincare termică la temperatura convenţională de 450 ǡC.
Pentru oţelurile mai reactive creșterea stratului de zinc format se realizează după o ecuaţie liniară în funcţie de timp, rezultând straturi de zinc cu o grosime mai mare.
Standardul SR EN ISO 1461:2009 definește grosimea minimă a stratului depus ce trebuie obţinută pentru piese de diferite grosimi – cu cât piesa e mai mare, cu atât este nevoie de un strat de zinc mai gros.