Ghid al standardelor suplimentare pentru zincarea termică și standarde pentru alte tipuri de acoperiri cu zinc
Generalităţi Zincarea termică înseamnă în general imersarea pieselor din fontă sau oţel în zinc topit. Prin acest procedeu se obţine o protecţie anti corozivă de lungă durată, datorită legăturii metalurgice formate între zinc si substrat.

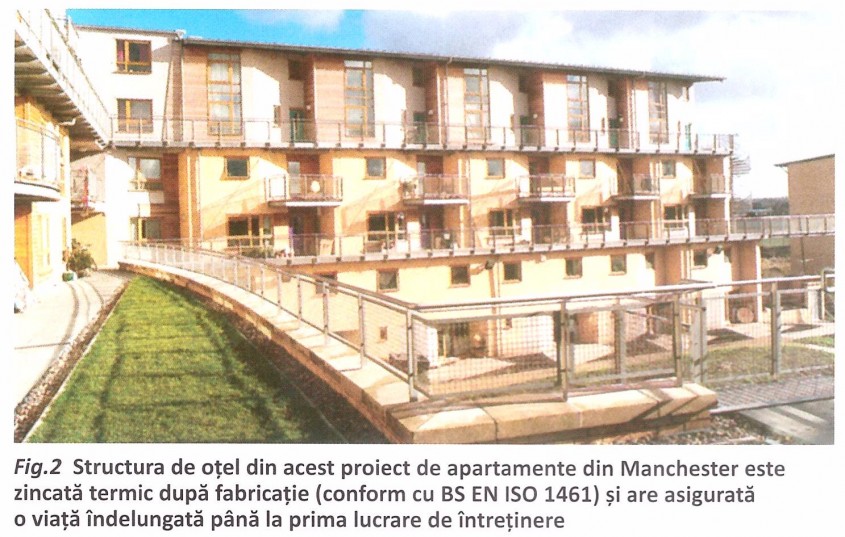
Zincarea termică a pieselor din fontă și oţel este prezentată în standardul European SR EN ISO 1461:2009 Acoperiri termice de zinc pe piese fabricate din fontă și oţel. Specificaţii și metode de încercare (vezi fișele 3.6 –3.8).
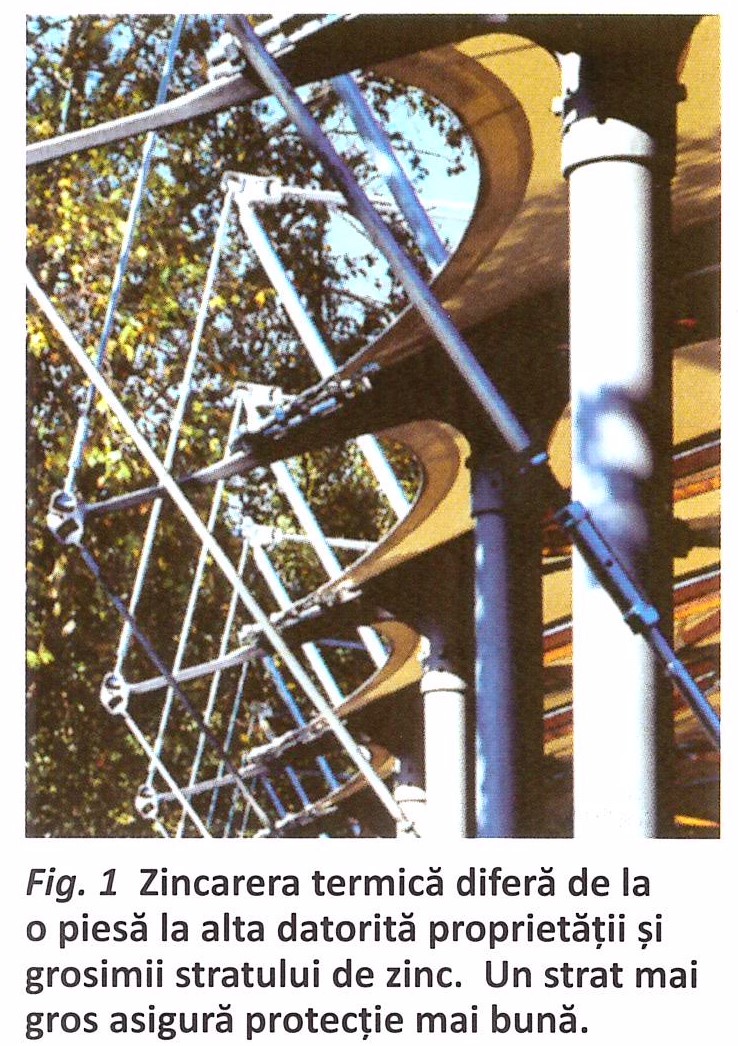
Numeroase standarde fac referire direct la piese zincate termic din oţel sau fontă. Recomandările acestor standarde pot fi ușor diferite de cele pentru zincarea termică în general. Aceste diferenţe se referă mai ales la grosimea stratului de zinc, dar nu numai. De asemenea există standarde ce fac referire la alte metode de aplicare a zincului pe piesele din oţel. Deoarece aceste metode au caracteristici diferite (în general stratul de zinc este mai subţire), este foarte important să se interpreteze corect specificaţiile standardelor. Tabla sau sârma zincate continuu au de obicei un strat de zinc mai subţire în comparaţie cu un lot zincat prin imersare, prin urmare piesele nu vor fi protejate la fel de bine ca în cazul zincării prin imersare. De asemenea se recomandă ca piesele zincate termic să fi e utilizate doar împreună. De exemplu nu se recomandă combinarea pieselor zincate termic, cu organe de asamblare acoperite prin electrodepunere, șerardizare, placare mecanică sau depunere duplex zinc/organică. Acestea toate au un strat mai subţire de zinc. Se recomandă deci organele de asamblare zincate termic.
Alte standarde relevante pentru zincare termică
BS 7371-6: 1988 Acoperirea organelor de asamblare metalice: Specificaţii pentru acoperirile zincate termic
Standardul face referire la zincarea termică prin imersare, a organelor de asamblare și accesoriilor. Se impune o grosime locală medie de minim 43 μm a stratului de zinc.
SR EN 10240: 2000 referitor la protejarea interioară și/sau exterioară a ţevilor din oţel – condiţii tehnice pentru zincarea termică a pieselor în uzine automatizate.
Standardul specifică condiţiile și testările necesare pentru zincarea termică a corpurilor tubulare din oţel. Specificaţiile fac referire la zincarea termică a ţevilor și tuburilor pentru instalaţiile de apă și gaz (inclusiv pentru instalaţiile sanitare) și pentru alte aplicaţii, precum construcţia schelelor. Proiectantul poate selecta o categorie de material care se pretează la zincarea termică în ce privește grosimile minim admise, rugozitatea suprafeţelor admisă și compoziţia chimică a stratului protector specificate în standard.
Standarde pentru alte tipuri de zincare
Straturile de zinc obţinute prin electrodepunere și prin șerardizare sunt în general mai subţiri decât stratul zincat termic depus pe organe de asamblare și alţi conectori.
SR EN ISO 2081-2009 Electrodepunerea de zinc și cadmiu a pieselor din fontă și oţel
SR EN ISO 12329:2001 Electrodepunerea cu zinc a pieselor filetate
SR EN ISO 1384:2003 Acoperiri prin șerardizare a pieselor din fontă și oţel
SR EN 2063: 2005 Acoperiri metalice și anorganice. Pulverizare termică. Zinc, aluminiu și aliajele lor
Acest standard se referă la proprietăţile caracteristice acoperirilor prin pulverizare termică și oferă metode de testare a acestora. Se dau indicaţii în legătură cu pregătirea suprafeţelor, aplicarea acoperirii și grosimea stratului obţinut, aspectul și aderenţa acoperirii. În acest caz nu se formează legătura metalurgică între strat și substrat. Aderenţa depinde considerabil de curăţirea corespunzătoare a suprafeţei; acoperirea este poroasă și trebuie închiși porii pentru a obţine o protecţie anticorozivă de durată. Pregătirea și pulverizarea suprafeţelor interioare poate fi foarte dificilă – în schimb, zincarea termică este un procedeu de imersare, iar suprafeţele interioare sunt protejate în totalitate.
Standarde pentru zincarea continuă a tablelor și benzilor din oţel
Straturile de zinc rezultate prin această metodă au o grosime mai mică decât în cazul zincării termice. Greutatea acoperirii precizată în standard reprezintă suma greutăţii acoperirii de zinc de pe ambele feţe ale piesei. În general, minim 40% din totalul de zinc aplicat trebuie să fie pe o faţă a piesei.
SR EN 10142: 2002 Benzi si table de oțel cu conţinut scăzut de carbon, zincate termic continuu, destinate deformării la rece. Condiţii tehnice de livrare
Acest standard se referă la condiţiile tehnice pentru piesele plane zincate termic cu grosime de până la 3 mm inclusiv. Piesele menţionate în standard sunt cele care se pretează la prelucrare prin deformare la rece și la care protecţia împotriva coroziunii este esenţială. Standardul cuprinde tipuri de acoperiri, masele acoperirilor, finisarea acoperirilor și cerinţele de calitate a suprafeţelor.
SR EN 10147: 2002 Benzi și table de oţel pentru construcţii, zincate termic continuu. Condiţii tehnice de livrare
Acest standard se referă la condiţiile tehnice pentru piesele plate zincate termic cu grosime de până la 3 mm inclusiv. Produsele menţionate în acest standard sunt cele la care valorile minime ale rezistenţei de curgere și rezistenţa la coroziune sunt foarte importante. Standardul cuprinde tipuri de acoperiri, masele acoperirilor, finisarea acoperirilor și cerinţele de calitate a suprafeţelor.
Alte standarde relevante
SR EN 1179: 2006 Zinc și aliaje de zinc. Zinc primar
Acest standard precizează cerinţele de clasificare, compoziţie chimică, marcare și alte aspecte referitoare la cantitatea de zinc primar. Zincatorii folosesc anumite compoziţii de materiale pentru a menţine zincul topit în baia de zincare.
SR ISO 1460: 2002 Acoperiri metalice. Acoperiri termice de zinc pe metale feroase. Determinarea gravimetrică a masei pe unitatea de suprafaţă
Aici sunt precizate analizele de referinţă pentru grosimea acoperirilor de zinc pe piese de fontă și oţel, explicate în SR EN ISO 1461.
SR EN ISO 2178: 1998 Acoperiri metalice nemagnetice pe metal de bază magnetic. Măsurarea grosimii acoperirii. Metoda magnetică
Este descrisă o metodă de determinare a grosimii stratului de zinc depus termic pe piese din fontă sau oţel.
SR ISO 2859-1: 2009 Proceduri de eșantionare pentru inspecţia prin atribute. Partea 1: Scheme de eșantionare indexate după nivelul de calitate acceptabil (AQL) pentru inspecţia lot cu lot.
Acest standard cuprinde indicaţii și cerinţe privitoare la selectarea probelor relevante pentru analiza calitativă a produselor zincate termic sau a altor componente produse/procesate în loturi.
SR ISO 2859-3: 1998 Proceduri de eșantionare pentru inspecţia prin atribute. Partea 3: Proceduri de eșantionare skip-lot
Acest standard cuprinde indicaţii și cerinţe privitoare la selectarea probelor relevante pentru analiza calitativă a produselor zincate termic sau a altor componente.
ISO 10474: 1991 Oţelul și piesele din oţel – documente de analiză
Acest standard cuprinde indicaţii cu privire la scopul și statutul diverselor documente de analiză (de exemplu certificate de conformitate) ce pot fi eliberate pentru produsele zincate termic.
SR EN ISO 12944-4: 2002 Vopsele și lacuri. Protecţia prin sisteme de vopsire a structurilor de oţel împotriva coroziunii. Partea 4: Tipuri de suprafeţe și de pregăti re a suprafeţelor
În acest document este descris procedeul de întreţinere a acoperirilor organice în cazul pieselor din oţel zincate termic.
SR EN ISO 12944-5: 2002 Vopsele și lacuri. Protecţia prin sisteme de vopsire a structurilor de oţel împotriva coroziunii. Partea 5: Sisteme de vopsire
Acest document conţine informaţii referitoare la ti purile de vopsele și sisteme de vopsire utilizate în general pentru protejarea oţelului împotriva coroziunii. Cuprinde indicaţii privitoare la alegerea sistemului de vopsire potrivit pentru diferite tipuri de mediu, ce poate fi utilizat pe o piesă zincată termic.
Documentul include definiţii ale rezistenţei în timp a acoperirilor organice.