Tevi si fitinguri din PEHD pentru alimentare cu apa si gaz TeraPlast
a complicated procedure you must take into
account several factors, extremely important, as:
• perfect alignment of the elements to be joined;
• cleaning the contact surfaces from foreign bodies and in
particular of fat;
• compliance with welding parameter (time, pressure,
temperature);
• cooling should be natural.
To achieve butt welds are used welding machines manual,
semi-automated or automated welds and to achieve those is
requiring skilled personnel.
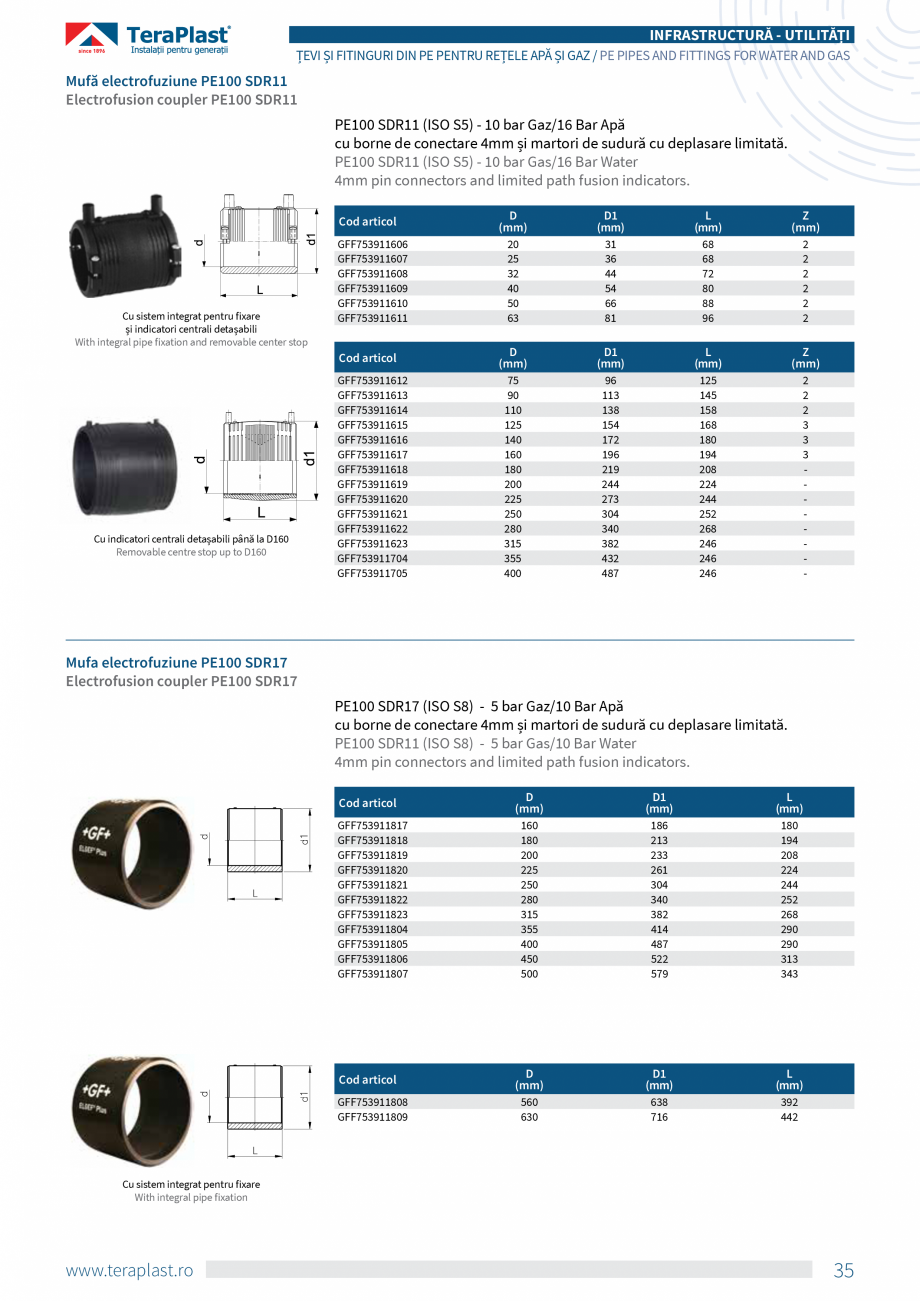
Îmbinarea cu fitinguri de electrofuziune
Connection with electrofusion fittings
Sudura cu fitinguri de electrofuziune a devenit din ce în
ce mai utilizată ca urmare a procedurii extrem de simple
și rapide dar și a calității superioare a îmbinării. În general
acestă procedură este foarte mult utilizată în cazul rețelelor
de distribuție a gazelor.
Fitingurile de electrofuziune sunt realizate prin injecție și
conțin la interiorul peretelui o rezistență electrică calibrată.
Practic în cazul acestei
... ascunde
Alta documentatie a aceleasi game