Ajustarea și asamblarea reperelor zincate termic
1. Generalități Protejarea împotriva coroziunii prin zincare termică a pieselor este considerată etapa finală a procesului de producţie, dar transportul și depozitarea pieselor zincate termic , împreună cu orice tratament ulterior sau cu asamblarea acestora sunt de asemenea efectuate în stadiul final al producţiei. Este foarte important ca aceste proceduri să nu compromită integritatea stratului de zinc, pentru a nu afecta protecţia împotriva coroziunii. În același timp, stratul de zinc trebuie să nu afecteze funcţionalitatea piesei.

2. Măsuri practice
Deși zincare termică este în general de o foarte bună calitate, uneori piesele trebuie ajustate înainte de asamblare, pentru a se asigura funcţionarea lor optimă. Iar în unele cazuri se impune efectuarea unor operaţii de ajustare chiar și după asamblare.
2.1. Alezaje
Pentru a asigura o asamblare de calitate după zincarea termică, este foarte important să se asigure toleranţa necesară stratului de zinc. Deși acesta are în mod normal o grosime de doar 0,1 mm, tensiunile superfi ciale ridicate ale zincului topit cauzează o acumulare mai pronunţată a zincului în zona alezajelor decât în cazul suprafeţelor drepte. Dacă este posibil, se recomandă o toleranţă de aproximativ 0,2 mm înainte de zincarea termică.
2.2. Picături și scurgeri
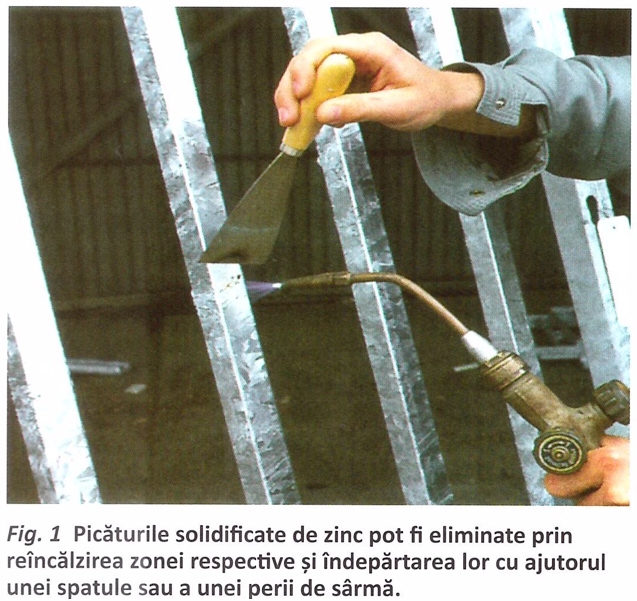
Procedeul de zincare termică implică imersarea piesei din oţel într-o baie de zinc topit. În urma scoaterii din baia de zinc, piesa începe să se răcească, iar zincul lichid se solidifică. Astfel rămân mici picături solidificate în zona în care zincul s-a prelins de pe piesă. Deoarece acestea nu afectează performanţa stratului de zinc, în general nu este necesară îndepărtarea lor. Cu toate acestea, aceste urme de zinc pot afecta asamblarea piesei. Picăturile pot fi îndepărtate prin polizare, dar trebuie avut grijă a nu îndepărta prea mult zinc. O metodă mai bună pentru îndepărtarea acestora este topirea lor cu o flacără de sudură cu gaz. Zincul topit se va prelinge singur de pe piesă, sau poate fi îndepărtat cu ajutorul unei perii de sârmă sau a unei spatule metalice.
Astfel va rămâne suficient zinc pe suprafaţa piesei pentru a asigura protecţia oţelului împotriva coroziunii.
2.3. Îmbinări și articulaţii
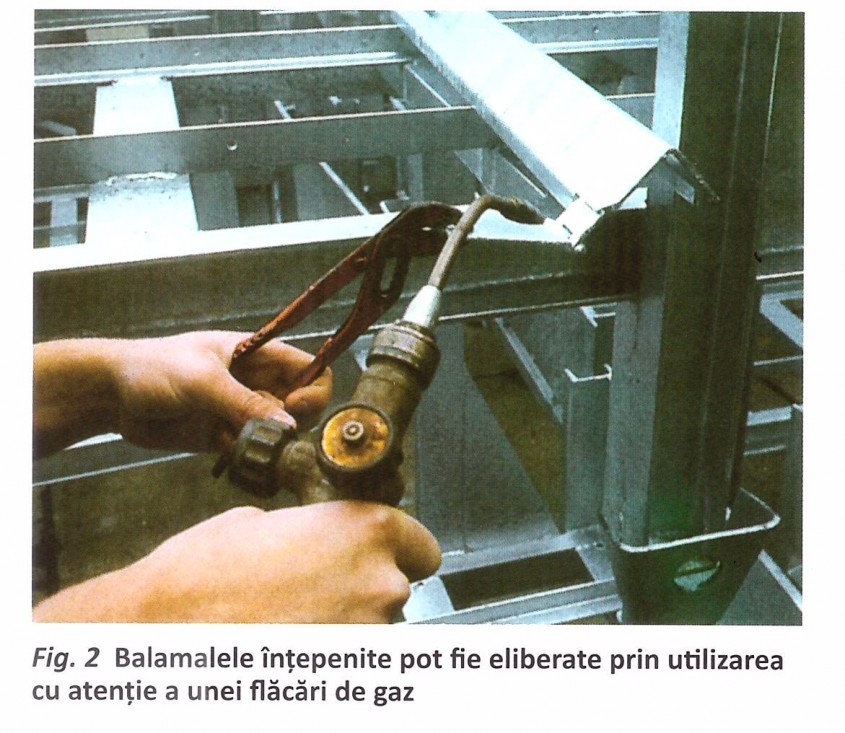
Se recomandă ca piesele din oţel ce conţin balamale, articulaţii sau alte elemente mobile să fie zincate separat și asamblate ulterior. Dacă acest lucru nu este posibil, se va utiliza o flacără de sudură cu gaz pentru a înmuia zincul din zona afectată.
După îndepărtarea flăcării de sudură, piesa va trebui mișcată încontinuu un anumit timp, până ce balamalele și articulaţiile se vor mișca liber, putând fi astfel utilizate normal.
2.4. Asamblări filetate
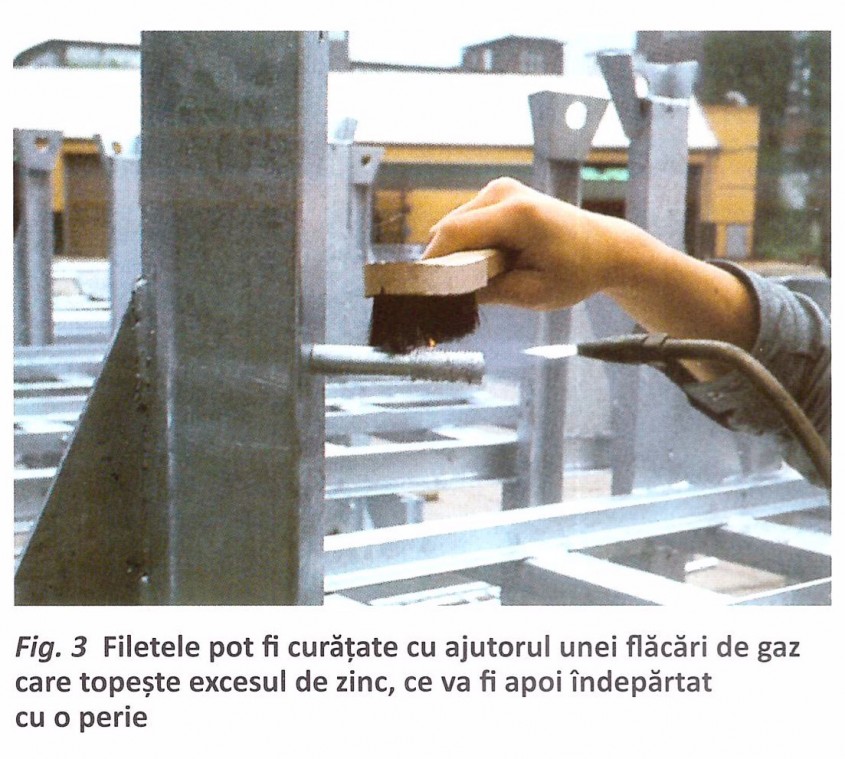
Dacă piesa din oţel conţine elemente de asamblare filetate ce nu necesită să fie acoperite cu zinc, este nevoie ca acestea să fie protejate înaintea zincării termice. Dacă nu se realizează acest lucru, filetele vor fi acoperite cu zinc și nu vor mai putea fi utilizate. Dacă filetele trebuie totuși să fie zincate, trebuie să se folosească o flacără în zona filetelor pentru a se mai putea utiliza. Acestea se vor încălzi cu ajutorul unei flăcări cu gaz până când zincul se topește (dar trebuie avut grijă ca acesta să nu se vaporizeze). Excesul de zinc va fi îndepărtat apoi cu o perie de sârmă.
Această metodă este eficientă doar dacă există suficientă toleranţă pe filet pentru a permite acoperirea cu zinc. Dacă nu există toleranţă suficientă, singura soluţie rămasă este refiletarea după zincarea termică.
2.5. Recondiţionarea zonelor deteriorate
Uneori piesele zincate termic pot suferi deteriorări în timpul transportului sau asamblării acestora. Și în cazul sudării piesei în timpul asamblării, aceasta poate suferi deteriorări. Zona afectată trebuie recondiţionată ulterior pentru a se asigura protecţie anticorozivă pe toată suprafaţa piesei. După curăţarea riguroasă a zonei afectate și îndepărtarea eventualelor urmelor de coroziune apărute, piesa se repară astfel:
• prin pulverizare cu zinc;
• prin acoperirea cu un strat de vopsea bogată în zinc.
Există și alte procedee pentru recondiţionare.Mai multe detalii despre aceste modalităţi sunt disponibile în SR EN ISO 1461.
2.6. Scântei sau așchii rezultate în urma polizării sau găuririi
Asamblarea pieselor zincate termic implică adesea polizarea și găurirea lor, operaţiuni care pot produce deteriorări și în zonele învecinate, nu doar în cele direct afectate de sculele folosite. Scânteile fierbinţi rezultate în urma polizării suprafeţei respective se depun de piesa zincată și, datorată energiilor intrinseci ale acestora, pătrund în interiorul stratului de zinc. În condiţii de umezeală, aceste particule de fier vor coroda și decolora porţiunea afectată, aceasta căpătând culoarea ruginie.
Acest fapt poate fi evitat dacă sunt luate măsuri de precauţie în timpul operaţiunii de polizare, precum utilizarea unor panouri protectoare care vor prelua aceste scântei. Rămășiţele electrozilor de sudură sau resturile de metal rămase în urma găuririi pot de asemenea să provoace ruginirea anumitor zone dacă rămân pe suprafaţa zincată. În prezenţa umidităţii apare “rugina fantomă”, care însă poate fi îndepărtată ușor cu o perie de sârmă.

3. Planificarea
Orice operaţie de ajustare sau asamblare trebuie planificată din faza de proiectare pentru a reduce la minimum costurile. Se recomandă contactarea din timp a zincatorului, pentru discutarea eventualelor operaţiuni ulterioare zincării.