Utilizarea materialelor prezincate
1. Considerații generale Printre piesele zincate termic se numără structuri prefabricate din oţel, grupuri de piese prefabricate și piese realizate individual. Însă anumite piese pot avea dimensiuni prea mari sau să fie prea fragile pentru a putea fi zincate ca atare, fiind recomandată asamblarea componentelor doar după zincarea termică. În anumite cazuri, ca atunci când se utilizează ţevi pentru piesa respectivă, utilizarea componentelor pre-zincate este logică.

Prefabricatele tubulare se găsesc sub formă rotundă sau pătrată, și de diferite dimensiuni, cele mai întâlnite având o lungime de 6-12 metri (Fig. 1). Zincarea termică înainte de asamblare nu este uti izată doar în cazul prefabricatelor tubulare, ci și în cazul unei mari varietăţi de piese laminate la cald sau la rece. Piesele pre-zincate sunt procesate în general în uzine speciale automatizate sau semi-automatizate, care sunt eficiente din punct de vedere economic.

Calitatea și uniformitatea stratului rezultat poate fi îmbunătăţită prin aplicarea unui jet de aer comprimat în momentul scoaterii lor din baia de zincare. Componentele pre-zincate pot fi uti lizate în același mod ca și cele ne-zincate. Acestea respectă de obicei dimensiunile standard, putând fi îmbinate ușor prin sudare, cu piese fi letate sau cu adezivi. Bolţurile pot fi de asemenea uti lizate ca elemente de asamblare, dar necesită în general mai multă manoperă.
De obicei pot apărea deteriorări ale stratului de zinc în cazul prelucrării pieselor după zincare. Necesitatea și volumul de reparaţii diferă în funcţie de situaţie.
2. Cerinţe
Se spune că “nici un lanţ nu e mai solid decât veriga lui cea mai slabă”, această veche zicală aplicându-se și în cazul rotecţiei împotriva coroziunii a unei construcţii care utilizează componente pre-zincate. Această protecţie este comparabilă cu cea conferită de zincarea structurii întregi doar dacă:
• grosimea stratului depus este în concordanţă cu valorile stabilite de SR EN ISO 1461:2010
• stratul de zinc deteriorat este recondiţionat conform SR EN ISO 1461:2010
• zona ce a suferit reparaţii nu depășește 0,5% din suprafaţa totală a piesei.
Cea mai mare zonă reparată nu depășește 100 mm2.
Recondiţionarea adecvată în aceste cazuri nu este foarte costisitoare, iar zincarea componentelor înainte de asamblare are și avantajul că tensiunile interne ce au fost eliberate nu pot provoca deformaţia ansamblului în timpul zincării acestuia. Repararea zonelor nezincate implică curățarea sau îndepărtarea produșilor de coroziune din zona deteriorată. Metodele standard de curățare sunt în general acceptabile, dar se recomandă atenţie sporită la utilizarea polizorul unghiular, pentru a nu se distruge stratul intact de zinc din jurul zonei degradate.
În cazul zonelor degradate mici, se pot utiliza fie electrozi de zinc cu punct de topire scăzut fi e pudră specială, sau cel puţin două straturi de vopsea de calitate pe bază de zinc.
Grosimea stratului de zinc din zona recondiţionată trebuie să fi e cel puţin egală cu cea a stratului obţinut prin zincare termică. Ca regulă generală, vopselele pe bază de zinc trebuie să conțină minimum 85% zinc, iar aplicarea acestora să se efectueze cu grijă, pentru a se asigura o minimă suprapunere între stratul de pe zona deteriorată și stratul de zinc intact ce acoperă piesa.
Trebuie evitată recondiţionarea pe suprafeţe mari dacă aceasta nu este absolut necesar. (Fig. 2).

3. Tratarea pieselor pre-zincate
Componentele pre-zincate trebuie depozitate în anumite condiţii, pentru a se evita pătarea suprafeţei datorită acumulării umezelii. Întotdeauna există riscul acumulării umezelii în spaţiile dintre piese dacă sunt depozitate în aer liber, în baloturi sau în loturi. Pot apărea efecte destul de grave datorită acumulării umezelii și a condiţiilor atmosferice nefavorabile (umiditate), chiar și în cazul oţelului proaspăt zincat.
Pericolul prezentat de aceste pete de rugină albă datorate umezelii poate fi evitat prin depozitarea pieselor într-un mediu uscat și, dacă este posibil, permiterea circulării aerului printre ele, utilizând distanţiere din lemn.
Acoperirea baloturilor de materiale pre-zincate depozitate în aer liber cu o prelată din materiale plasti ce nu este o metodă eficientă de protejare a acestora, deoarece sub această prelată se formează condens puternic.
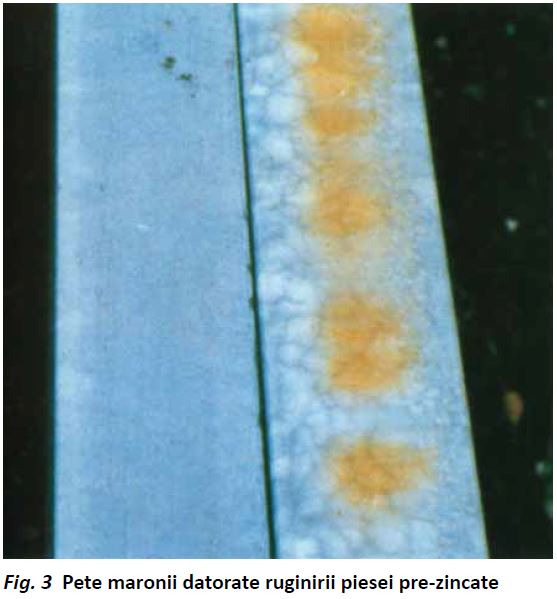
În momentul efectuării unor operaţii precum tăierea, găurirea sau separarea pieselor pre-zincate, trebuie avut grijă să nu rămână acumulări de parti cule de fi er pe suprafaţa acestora, deoarece acest fapt va duce la formarea de pete de rugină în prezenţa umezelii. Umezeala provoacă decolorarea zonei din jurul parti culelor de fi er, dându-i o tentă ruginie (Fig. 3). Particulele ce pot rămâne pe suprafaţa piesei datorită unor operaţii precum sudarea sau găurirea pieselor pot fi îndepărtate relativ ușor folosind o perie de sârmă.
Cu toate acestea, particulele de fier care rămân pe suprafaţa zincată a piesei, de exemplu cele ce se lipesc datorită temperaturilor foarte ridicate din timpul polizării pieselor, reprezintă o problemă mai gravă, deoarece aceste parti cule se depun destul de adânc în stratul de zinc și nu pot fi îndepărtate cu aceeași ușurinţă.
Materialele pre-zincate pot fi utilizate la fel ca cele care nu au fost procesate în acest fel, dar trebuie avut grijă în cazul în care aceste piese trebuie îndoite, șlefuite sau forjate, deoarece prin aceste operaţii stratul de zinc poate suferi deteriorări (Fig. 4). Recondiţionarea acestor suprafeţe deteriorate necesită cheltuieli suplimentare. Tipul de material utilizat pentru fiecare construcţie trebuie ales în funcţie de utilizările acesteia.