Recondiţionarea stratului zincat termic
1. Consideraţii generale Stratul protector obţinut prin zincarea termică a pieselor asigură nu doar o excelentă protecţie împotriva coroziunii ci și o rezistenţă foarte bună la uzură și rupere rezultând repere dure și robuste. Cu toate acestea uneori, după zincarea termică a pieselor pot apărea zone neacoperite sau defecte de suprafaţă, care trebuie recondiţionate (corectate) și/sau ajustate.

2. Recondiţionarea acoperirilor deteriorate
Recondiţionarea se aplică în următoarele cazuri:
• suprafeţe neacoperite datorită unor defecte de zincare;
• exfolieri locale apărute în urma manipulării defectuoase în timpul transportului și depozitării;
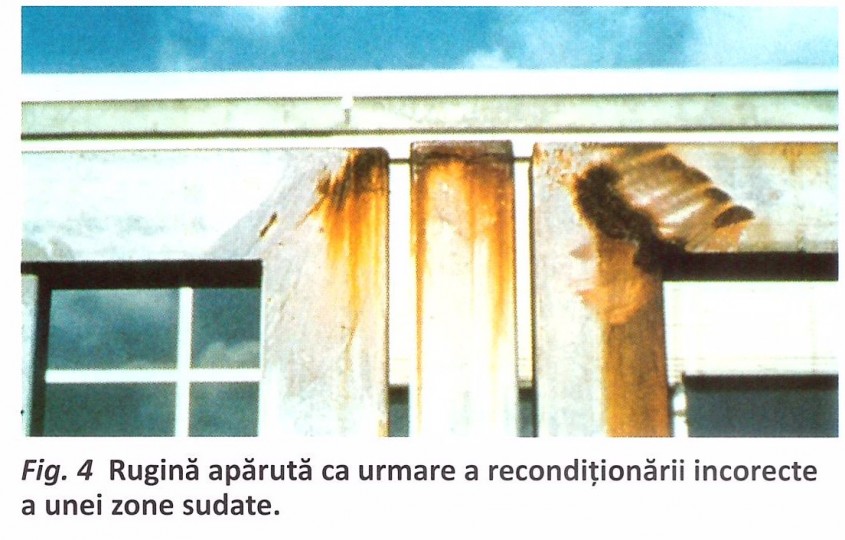
• îmbinări sudate care afectează zona în jurul sudurii,
• prelucrări mecanice după zincare (tăiere, găurire);
• în urma unor lucrări de montaj pe șantiere.
Recondiţionarea se face cât mai repede posibil. Recondiţionarea (corectarea) suprafeţelor cu defecte se poate face cu spray-uri sau vopsele bogate în zinc, aliaje de zinc (Zn-Sn, Zn-Sn-Pb) sub formă de bastonașe (d≈10 mm) sau pulberi; prin metalizare cu zinc și alte metode (recondiţionarea cu sârmă de zinc, sudură cu staniu, vopsele pe bază de alumină).
Deoarece zincul conferă protecţie prin sacrificiu, defectele locale de dimensiuni mici nu vor afecta rezistenţa la coroziune a acoperirii. În practică se recomandă totuși ca aceste defecte mici precum și cele mai mari să fie supuse re-zincării, asigurând astfel și un aspect estetic corespunzător.
3. Metode de recondiţionare
Suprafeţele neacoperite destinate recondiţionării nu vor fi mai mari de 0,5 % din suprafaţa totală a produsului. Dimensiunile maxime ale zonelor ce pot fi recondiţionate depind într-o anumită măsură de tipul piesei și metoda utilizată, dar în general nu trebuie să depășească aproximativ 10 cm2 , în cazul pieselor de dimensiuni mari fiind acceptată și o suprafaţă mai mare.
Conform SR EN ISO 1461, se recomandă următoarele metode de recondiţionare:
• Perierea cu perie de sârmă a zonei afectate și aplicarea de straturi de vopsea bogate în zinc (cu o pensula sau prin pulverizare), pentru a obţine o grosime a acoperirii conformă cu standardul SR EN ISO1461. Există o gamă largă de vopsele disponibile: rășină epoxidică, poliuretan și silicat etilic care se solidifică în contact cu umezeala din atmosferă ș.a.
• Perierea cu perie de sârmă a zonei afectate, încălzirea acesteia cu o lampă de benzină la 300°C și apoi frecarea zonei deteriorate cu bastonașe sau depunerea de pulberi din aliaj special de zinc, până la obţinerea grosimii corespunzătoare a acoperirii. Acest procedeu poate fi însă dificil de aplicat și necesită uneori ti mp îndelungat mai ales în cazul structurilor înalte și cu zone inaccesibile. Trebuie acordată o atenţie deosebită la încălzirea cu ajutorul lămpii de benzină, pentru a nu afecta acoperirea din jurul zonei defecte, în special la acoperirile mai groase de pe oţeluri reactive.
• Sablarea zonei afectate și pulverizarea termică cu o sârmă de zinc de puritate 99,9% (conform EN 22063). O acoperire de zinc prin pulverizare termică de 100 μm conferă o protecţie la coroziune echivalentă cu 85 μm acoperire prin zincare termică. Peste zonele pulverizate se poate aplica și un strat de vopsea pe bază de aluminiu pentru uniformizarea aspectului. Procedeul de recondiţionare cu vopsea bogată în zinc este cel mai simplu de aplicat, în special pe șantier.
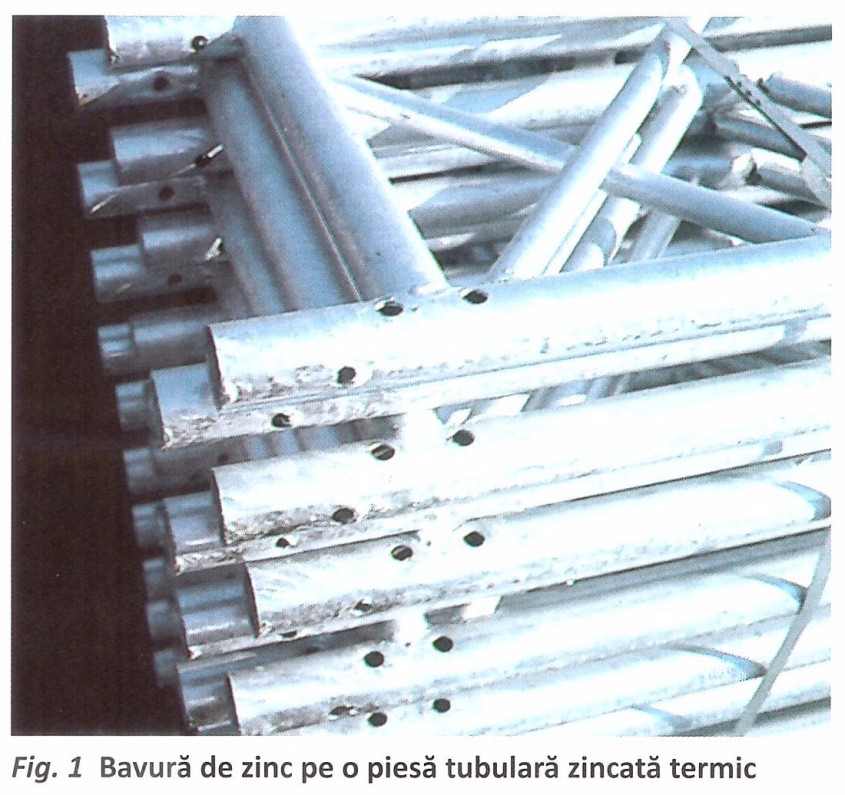
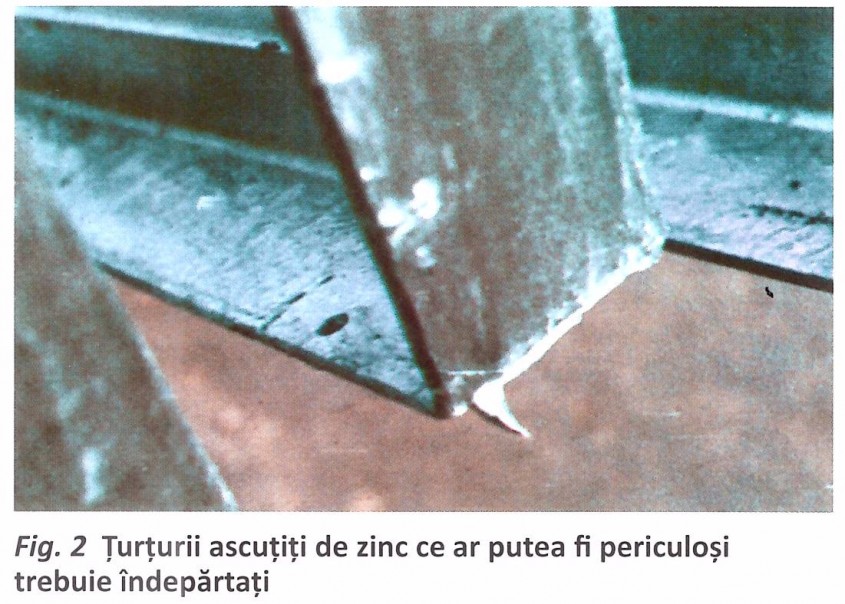
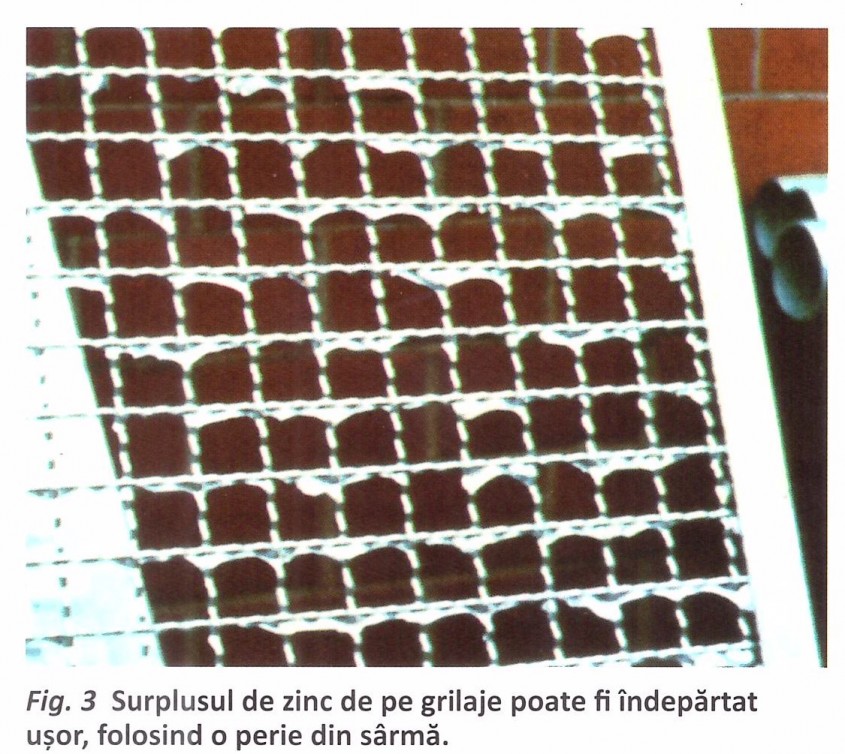
Pulverizarea termică cu zinc este rentabilă doar atunci când se aplică în atelier și se recomandă în special pentru corecţia zonelor sudate. Conform SR EN ISO 1461 grosimea acoperirii pe suprafeţele recondiţionate trebuie să fi e cu minimum 30 μm mai mare decât valoarea grosimii locale a acoperirii termice de zinc indicate în tabelele 2 sau 3 din standard. Cumpărătorii și producătorii acoperirilor ulterioare trebuie să se asigure că sistemul ulterior de acoperire este compatibil cu metodele și materialele utilizate. Pe lângă recondiţionarea suprafeţelor pieselor cu defecte de la zincare este uneori necesară și o operaţie de ajustare a acestora. În timpul scoaterii pieselor din oţel din baia de zinc topit, zincul lichid în exces se prelinge înapoi în baia de zincare. În cazul anumitor piese, cum ar fi : care, grilaje, plase de sârmă ș.a., se poate întâmpla ca particulele de zinc în exces să rămână în colţuri și la muchii, care pot deranja montarea, manipularea sau transportul acestora. (Fig. 1, 2, 3)
4. Recondiţionarea balamalelor și a șuruburilor filetate
Dacă șuruburile captive sunt sudate pe o piesă din oţel ce va fi zincată termic, filetul va fi astupat cu zinc în urma acestui proces. Refiletarea este un procedeu greoi și de lungă durată, prin urmare este indicată topirea stratului de zinc cu o flacără și curăţirea acestuia cu o perie de sârmă. Astfel stratul de zinc nu este îndepărtat în totalitate iar stratul rămas va conferi în continuare protecţie împotriva coroziunii.
Multe produse au balamale sau arti culaţii care, după ce stratul de zinc se va răci și solidifica, vor fi blocate și nu se vor mai putea mișca. În aceste cazuri este recomandată aplicarea unei flăcări de sudură la temperaturi mai joase pentru a topi surplusul de zinc. Când zincul devine lichid, balamalele vor putea fi mișcate din nou. Este indicată mișcarea acestora în ambele direcţii până zincul se va solidifica, pentru ca articulaţia să rămână fl exibilă și după răcirea zincului din zona respecti vă.